
Jatkuva ekstruusiokoneet



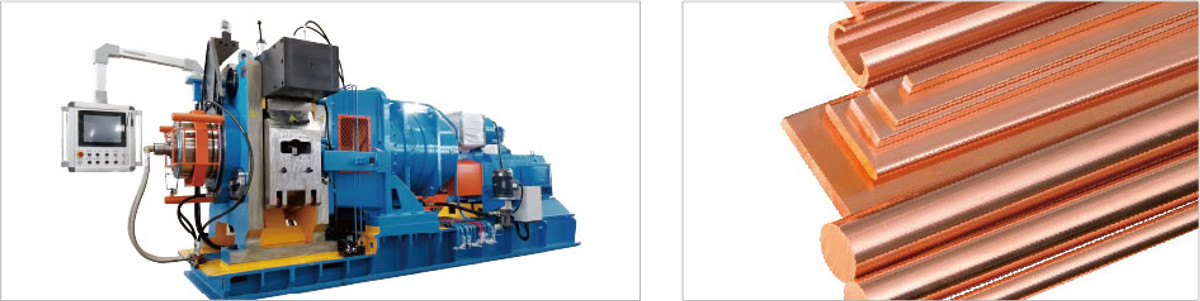



Edut
1, syöttötangon plastinen muodonmuutos kitkavoiman ja korkean lämpötilan alaisena, mikä eliminoi itse sauvan sisäiset viat kokonaan varmistaakseen lopputuotteiden erinomaisen suorituskyvyn ja suuren mittatarkkuuden.
2, ei esikuumennusta eikä hehkutusta, hyvälaatuisia tuotteita, jotka on saatu suulakepuristusprosessista pienemmällä virrankulutuksella.
3, yhden koon sauvan syötöllä kone voisi tuottaa laajan valikoiman tuotteita käyttämällä erilaisia muotteja.
4, koko linja on helppo ja nopea käyttää ilman raskasta työtä tai saastumista suulakepuristuksen aikana.
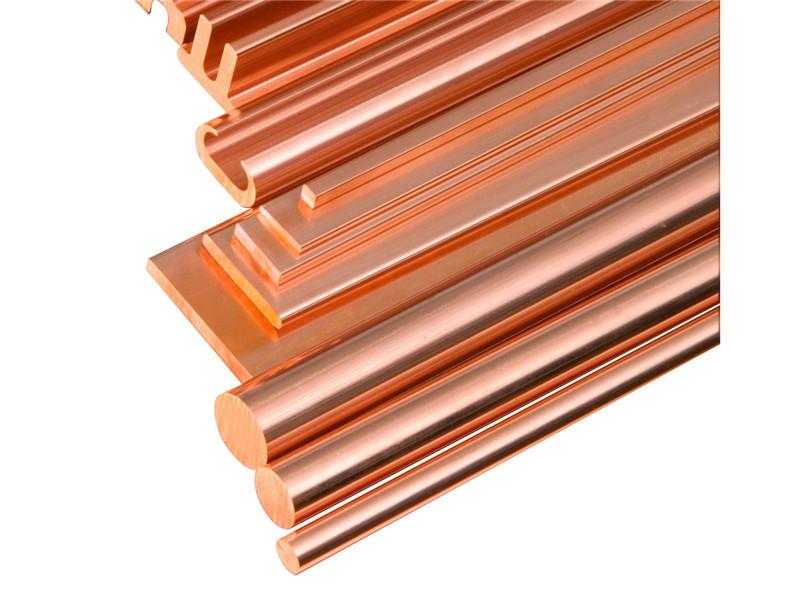
Kuparitangon syöttö
1. Valmistaa litteitä kuparijohtoja, pieniä kuparikiskoja ja pyöreitä lankoja
| Malli | TLJ 300 | TLJ 300H |
| Päämoottorin teho (kw) | 90 | 110 |
| Syöttötangon halk. (mm) | 12.5 | 12.5 |
| Max. tuotteen leveys (mm) | 40 | 30 |
| Litteä lanka poikkileikkaus | 5-200 | 5-150 |
| Teho (kg/h) | 480 | 800 |
Tuotantolinjan asettelu

Pay-off Esikäsittelyn ekstruusiokoneen jäähdytysjärjestelmä. Dancer Take-up Machine
2. Kuparikiskon, kuparipyöreän ja kupariprofiilin valmistamiseksi
| Malli | TLJ 350 | TLJ 350H | TLJ 400 | TLJ 400H | TLJ 500 | TLJ 630 |
| päämoottorin teho (kw) | 160 | 200 | 250 | 315 | 355 | 600 |
| syöttötanko halk. (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| max. tuotteen leveys (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| tuotteen tangon halkaisija (mm) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| tuotteen poikkileikkausala (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| teho (kg/h) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Tuotantolinjan asettelu

Pay-off Feeder & suoristus Suulakepuristuskoneen jäähdytysjärjestelmä. Length Counter Product Bench Take-up Machine
3. Valmistaa kuparikiskon, kuparinauhan
| Malli | TLJ 500U | TLJ 600U |
| päämoottorin teho (kw) | 355 | 600 |
| syöttötanko halk. (mm) | 20 | 30 |
| max. tuotteen leveys (mm) | 250 | 420 |
| max. leveyden ja paksuuden suhde | 76 | 35 |
| tuotteen paksuus (mm) | 3-5 | 14-18 |
| teho (kg/h) | 1000 | 3500 |
Tuotantolinjan asettelu

Kuparilejeeringin tankosyöttö
Hakeminen kommutaattorijohtimeen, messinkiaihioon, fosforikuparitankoon, lyijyrunkonauhaan, rautatien ajolangan jne.
| TLJ 350 | TLJ 400 | TLJ 500 | TLJ 630 | |
| materiaalia | 1459/62/63/65 messinki cu/Ag (Ags0,08 %) | fosforikupari (Pso.5 %) cu/Ag (AgsO.3 %) | magnesiumkupari (MgsO.5%) rautakupari (Feso.l% | magnesiumkupari (MgsO,7 %)/Cucrzr |
| syöttötanko halk. (mm) | 12.12.5 | 20 | 20 | 25 |
| max. tuotteen leveys (mm) | 30 | 150 (hopea kuparinauha) | 100 (lyijykehysnauha:) | 320 |
| tuotteen tangon halkaisija (mm) | fosforikuparipallo: 10-40 | magnesium kuparipuikko: 20-40 | magnesium kuparipuikko: 20-40 | |
| teho (kg/h) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Tuotantolinjan asettelu
Pay-off Feeder & suoristus Suulakepuristuskoneen jäähdytysjärjestelmä. Pituuslaskurin vastaanottokone
Alumiinisauvan syöttö
Soveltuu litteälle langalle, virtakiskolle ja profiloidulle johtimelle, pyöreälle putkelle, MPE- ja PFC-putkille
| Malli | LLJ 300 | LLJ 300H | LLJ 350 | LLJ 400 |
| päämoottorin teho (kw) | 110 | 110 | 160 | 250 |
| syöttötanko halk. (mm) | 9.5 | 9.5 | 2*9,5/15 | 2*12/15 |
| max. litteän lankatuotteen leveys (mm) | 30 | 30 | 170 | |
| litteän lankatuotteen poikkipinta-ala (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| pyöreä putki halk. (mm) | 5-20 | 5-20 | 7-50 | |
| litteän putken leveys (mm) | - | ≤40 | ≤70 | |
| litteä lanka / putki Tuotanto (kg/h) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Tuotantolinjan asettelu

Maksusuoristin Ultraäänipuhdistus Cooling Sys Dancer Take-up Machine
Kuva 217282
Liittyvät tuotteet
-

Jatkuvat verhouskoneet
Periaate Jatkuvan päällystyksen/vaippauksen periaate on samanlainen kuin jatkuvan suulakepuristuksen periaate. Tangentiaalista työkalujärjestelyä käyttämällä suulakepuristuspyörä ajaa kaksi sauvaa verhous-/vaippakammioon. Korkeassa lämpötilassa ja paineessa materiaali joko saavuttaa metallurgisen sidoksen olosuhteet ja muodostaa metallisen suojakerroksen, joka peittää suoraan kammioon tulevan metallilangan ytimen (verhoilu), tai ekstrudoidaan...